The oil and gas industry, and others including automotive and aerospace, commonly use thermal spray coating in their production and manufacturing. High velocity oxygen fuel in particular has emerged as an alternative to hard chrome plating.
The distinct types of coating available make it easy to find a cost-efficient and high-performance product to shield metal components from wear, corrosion, heat and oxidisation. Available coatings include high velocity oxygen fuel, arc, flame and plasma polymer composite. You can also use a thermal coating to repair components that have been subject to wear or damage and restore them to their original specification.
Let’s look at four types of plasma coating you should consider:
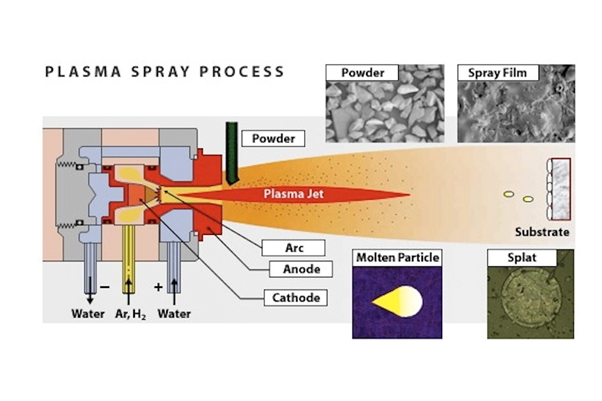
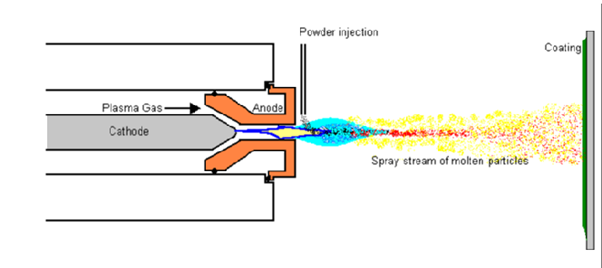
Plasma
Using plasma polymer composite as a thermal spray coating requires the applicant to spray either molten or part-molten powders over the component’s surface. The applicant will then expose the powdered form of the coating to a plasma flame at high heat, with the temperature increased rapidly using a carrier gas to propel it to the component’s surface. It is typical to use high heat and a lower velocity with plasma coatings.
The key for the plasma polymer composite coating is usually enabled by roughening the surface using grit blasting. The substrate surface then impacts against the hot material and rapidly loses temperature and shrinks. The abrasive surface peaks provide a substantial bond to be used for the final coating. Performed correctly, this is a ‘cold process’ due to the low temperature of the substrate.
HVOF
HVOF (high velocity oxygen fuel) is a thermal coating process that uses supersonic velocity to throw partly molten powder to a substrate surface to achieve strong bonding. This powder will then rapidly lose temperature and solidify, the result of which is a sturdy mechanical bond to the component’s surface. High-velocity oxygen fuel coatings are usually dense and have low porosity.
Flame spray coating
For a long time, flame spray coating was the norm and was widely utilised. This process uses an oxy-acetylene flame to propel the thermal coating. The choice of material to coat the component is then melted by the flame’s heat and the compressed air generated will throw it over the product surface. Flame spray coating has been popular because it necessitates a fairly low temperature to facilitate this adherence.
Arc spray coating
Arc spray coating is a fast process and usually works out to be cost-effective. An electric arc and twin-wire feedstock are utilised in melting and developing the compressed air needed to throw the melted particles of the coating against the receiving surface. If you need optimal bond strength whilst keeping a low substrate heat and the ability to coat a larger area, this could be the right choice. You can choose from application variants to optimise wear and corrosion resistance, anti-fretting, or even use the process to repair worn and damaged components. This is a flexible and portable solution that can be used onsite.